|
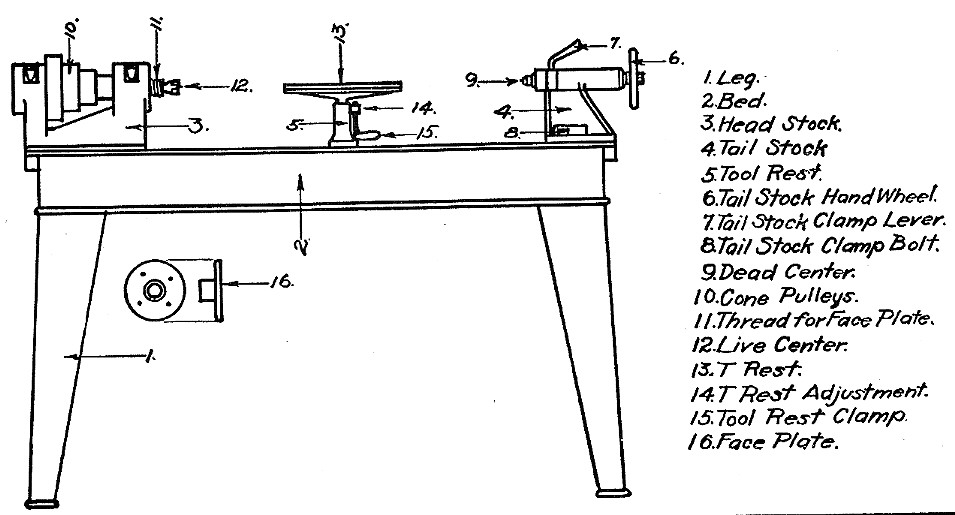
The sizes of turning lathes are given as 10", 12”, etc. These figures denote the diameter, or size, of the largest piece of work that can be turned on them. The measurement is taken from the center point of the live center to the bed of the lathe (usually 5" or 6") and is one-half the diameter of the entire circle. The length of a lathe is determined by the length of a piece of work that can be turned. This measurement is taken from the points of live and dead centers when the tail stock is drawn back the full extent of the lathe bed. Fig. 1 shows a turning lathe with sixteen principal parts named. You should know the names of these parts and be familiar with the particular function of each.
CARE OF THE LATHE
The lathe should be oiled every day before starting. At the end of the work period, the lathe should be brushed of all chips and shavings, after which it should be bed off with a piece of waste or cloth to remove all surplus oil. All tools should be wiped clean and put in their proper places. All tools should be kept sharp at all times.
SPEED OF THE LATHE
The speed of the lathe should range from 2400 to 3000 revolutions per minute when the belt is on the smallest step of the cone pulley. At this speed stock up to 3” in diameter can be turned with safety. Stock from 3” to 6” in diameter should be turned on the second or third step, and all stock over 6" on the last step. The speed at which a lathe should run depends entirely upon the nature of the work to be done and the kind of material used. Pieces that cannot be centered accurately and all glued-up work with rough corners should be run slowly until all corners are taken off and the stock runs true. At high speed the centrifugal force on such pieces is very great, causing the lathe to vibrate, and there is a possibility of the piece being thrown from the lathe thus endangering the worker as well as those around him. After the stock is running true the speed may be increased.
Lathe Speed
A general rule is the larger the piece (diameter or length) the slower RPM. In addition, a slower speed will be safer when working with unbalanced pieces until you have turned the piece basically round.
These tables provide a starting point or comparison between size and speed.
| |
Lengths |
| Diameters |
6" (150mm) |
12" (305mm) |
18" (460mm) |
24" (610mm) |
36" (915mm) |
48" (1220mm) |
| ½" (13mm) |
3000 |
2500 |
1250 |
900 |
700 |
700 |
| 2" (50mm) |
2500 |
2500 |
1750 |
1250 |
700 |
700 |
| 3" (75mm) |
1750 |
1250 |
1250 |
700 |
700 |
700 |
| 4" (100mm) |
1250 |
900 |
700 |
700 |
700 |
700 |
| 5" (125mm) |
1250 |
900 |
700 |
700 |
700 |
700 |
| 6" (150mm) |
900 |
700 |
700 |
700 |
700 |
700 |
|
| |
Depth |
|
|
| Diameters |
2" (50mm) |
3" (75mm) |
4" (100mm) |
| 8" (205mm) |
1250 |
1250 |
1000 |
| 10" (255mm) |
1250 |
1000 |
900 |
| 12" (305mm) |
1250 |
1000 |
900 |
| 14" (355mm) |
1000 |
900 |
850 |
| 16" (405mm) |
750 |
650 |
600 |
| 18" (460mm) |
650 |
500 |
400 |
For older lathes:
TO FIGURE THE DIAMETER OF PULLEYS
Suppose a motor runs at 1500 RPM. and is fitted with a 4” pulley. Suppose also, a main shaft should run 300 R. P. M.
Then, 1500 : 300 :: x : 4; (that is : 1500RPM is to 300RPM as x is to 4)
You can write this as 1500/300 = x/4
or, rearrange to 300 * x = 4 * 1500 and then 300x = 6000. Divide both sides by 300 which gives x = 20; the diameter of the large pulley on the main shaft.
Suppose again that a line shaft runs 300 RPM, and a counter shaft 600 RPM. The counter shaft has a pulley 4" in diameter. The pulley on the line shaft must then have a diameter of 8”.
300 : 600 :: 4 : x;
Or, 300x = 2400, x =8”
Suppose the cone pulley on the counter shaft runs 600 RPM; a lathe spindle runs 2200 RPM, when connected with the small cone pulley which has a diameter of 3". The large cone pulley has then a diameter of 11”.
600 : 2200 :: 3 : x
Or, 600x = 6600; x = 11”
RULES FOR FINDING THE SPEEDS AND SIZES OF PULLEYS
1. To find the diameter of the driving pulley:
Multiply the diameter of the driven by the number of revolutions it should make and divide the product by the number of revolutions of the driver. (20 x 300 = 6000; 6000 / 1500 = 4+ - diameter of motor pulley.)
2. To find the diameter of the driven pulley:
Multiply the diameter of the driver by its number of revolutions and divide the product by the number of revolutions of the driven. (4 x 1500 = 6000; 6000 / 300 = 20”-diameter of the driven pulley.)
3. To find the number of revolutions of the driven pulley:
Multiply the diameter of the driver by its number of revolutions and divide by the diameter of the driven. (4 x 1500 = 6000; 6000 / 20 = 300 - revolutions of driven pulley.)
|