| TheWoodcrafter.net |
 Copyright © 2004. |
| My Basic Projects |
| The Retro Section |
| Jr. Woodcrafter |
| My Work (Pics) |
| Detailed Plans |
| About |
| Lathe Work |
| Safety |
| Hints |
| Pic Gallery |
| Links |
| Search |
| Home |
| Birdhouses |
| Guest Book |
| Contact Us |

|
|
|||||||||
|
Using a Wood Lathe
| Lesson 10 - Faceplate and Chuck Turning Tool Processes |
|
Straight Cuts |
|
|
1. ROUGHING OFF CORNERS. (¾” GOUGE.) FIG. 14. The tool rest is set crosswise to the bed of the lathe and parallel to the face of the stock. |
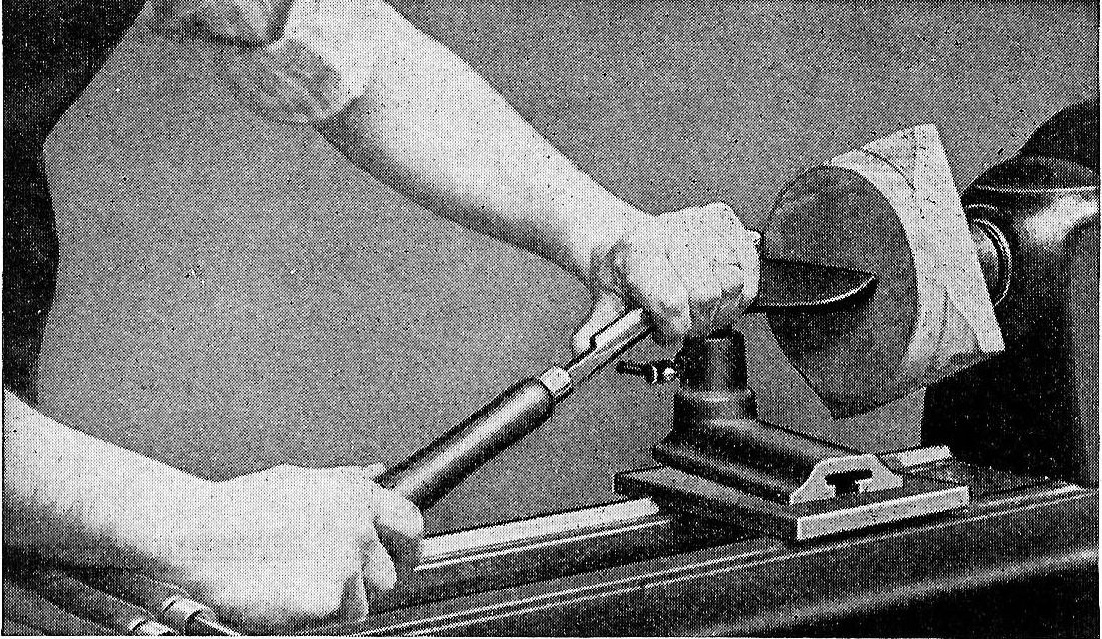 Fig. 14 |
|
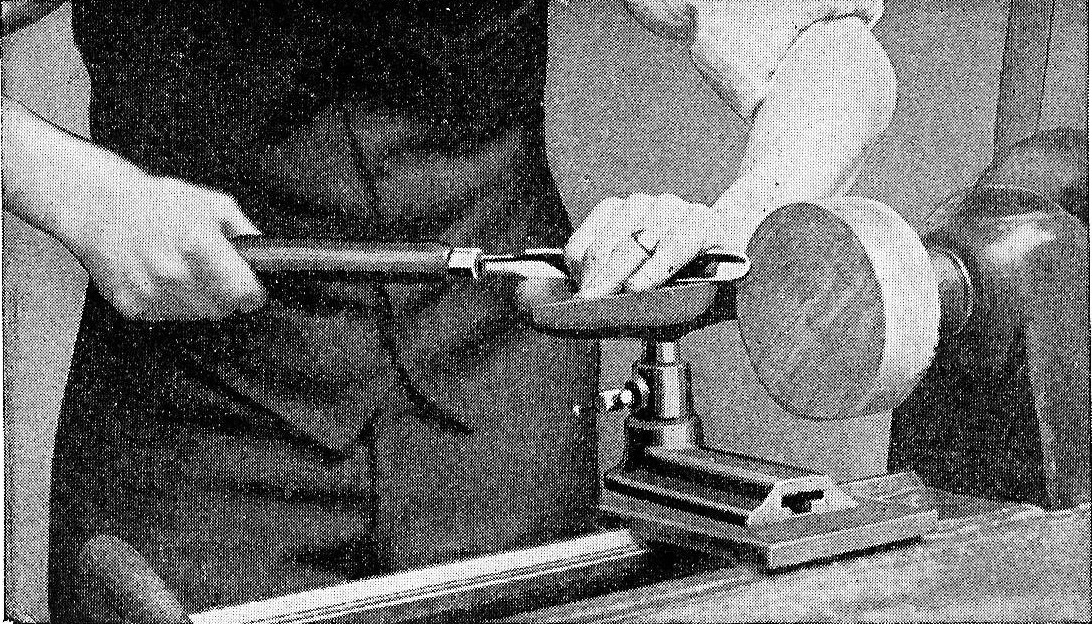
2. CALIPERING FOR DIAMETER. The true diameter is then callipered the same as in spindle work. 3. SMOOTHING CUT. A smoothing cut is taken with a skew chisel the same as in spindle work. 4. ROUGHING CUT ON THE FACE. (¾" GOUGE.) FIG. 15. The rest is now placed parallel to the bed of the lathe and slightly above the center of the spindle. Place the gouge on the rest on its edge with the grind toward the stock and parallel to the face to be surfaced. The nose of the gouge is the cutting point. The handle is then raised and the cutting point is forced toward the center. A very thin shaving should be taken. If the gouge is allowed to roll back so the grind above the cutting point comes in contact with the wood it is sure to catch and gash the wood. |
|
|
5. SMOOTHING THE FACE. (SMALL SKEW CHISEL.) FIG. 16. For all work up to 3" in diameter, the surface may be smoothed by using a small skew chisel in the same manner as in squaring the ends of stock in cylinder work. (Step 6—Exercise A-I-1-a, Straight Cuts.) The point of the chisel is then forced toward the center of the stock, using the straight back of the tool as a guide against the finished surface. Only a very thin cut should be taken at a time. Note :—While this operation may be termed a scraping cut, it will be found to be much easier on the tool than if the cutting edge were held flat against the work as in other scraping cuts. |
|
Lesson 10 - Laying Out Measurements